
電 話(huà):189-5861-1112
郵 箱:Yejinchen1205@163.com
網(wǎng) 址:www.126mulu.com
地 址:臺(tái)州市黃巖區(qū)新前街道七里王村

托盤(pán)模具價(jià)格告訴你,(1)塑料切割主要用于塑料板,管,棒等型材。可以使用各種方法,例如鋸切,剪切,銑削,砂輪切割,激光切割,電熱絲切割,超聲波切割,高壓水流(水射流)切割等。用于切割棒狀或管狀塑料材料,也可以使用車(chē)床。(2)塑料沖孔是指將具有形狀和刀口的模具切成塑料片。打孔的方法包括打孔,打孔,開(kāi)槽,切割,修整,修整等,其中打孔和打孔更為普遍。(3)塑性切割是使用切削工具去除毛坯或工件上多余的材料,以獲得具有所需幾何形狀,尺寸和表面質(zhì)量的機(jī)器零件。(4)南昌托盤(pán)模具提醒您,塑性鉆孔的目的是鉆孔。它不僅可以在各種鉆孔機(jī)上執(zhí)行,而且可以在車(chē)床,銑床以及手鉆上執(zhí)行。

模具注塑加工,產(chǎn)生批鋒是很常見(jiàn)的問(wèn)題,模具注塑加工時(shí)為什么會(huì)出現(xiàn)批鋒現(xiàn)象的問(wèn)題?南昌托盤(pán)模具價(jià)格告訴您,一、注塑機(jī)的鎖模力不夠,當(dāng)鎖模力達(dá)到某一值后,注塑模具加工時(shí),分型面上的披鋒消失。二、在低溫、低速、低壓的情況下,產(chǎn)品不滿(mǎn)膠時(shí),模具注塑加工披鋒已經(jīng)產(chǎn)生。可能產(chǎn)生的主要原因是:注塑模具制造精度不夠,配合間隙過(guò)大。三、注塑壓力過(guò)大,會(huì)增強(qiáng)熔體突入模具配合間隙的能力,導(dǎo)致模具注塑加工披鋒產(chǎn)生。四、專(zhuān)業(yè)托盤(pán)模具提醒您,注塑速度過(guò)快,(導(dǎo)致填充過(guò)飽和)。過(guò)快的速度,過(guò)大的注塑壓力。
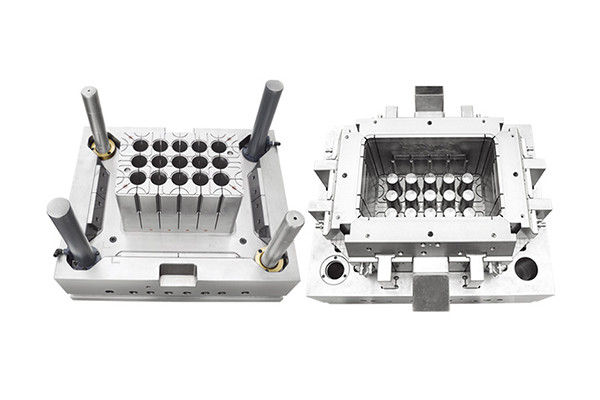
專(zhuān)業(yè)托盤(pán)模具提醒您,它主要是一種模制模具,廣泛用于生產(chǎn)熱塑性部件。注塑模具的相應(yīng)加工設(shè)備是注塑機(jī)。塑料在注射機(jī)底部的加熱缸中加熱并熔化,然后在注射機(jī)的加熱缸中熔化。在螺桿或柱塞的驅(qū)動(dòng)下,它通過(guò)注射機(jī)的噴嘴和模具的澆注系統(tǒng)進(jìn)入模具腔。將塑料冷卻并硬化形成,然后將產(chǎn)品脫模。該結(jié)構(gòu)通常由成型零件,澆注系統(tǒng),導(dǎo)向零件,頂出機(jī)構(gòu),溫度控制系統(tǒng),排氣系統(tǒng),支撐零件和其他零件組成。制造材料通常使用塑料模具鋼模塊,常用的材料主要是碳素結(jié)構(gòu)鋼,碳素工具鋼,合金工具鋼,高速鋼等。托盤(pán)模具價(jià)格告訴您,從日用品到各種復(fù)雜的機(jī)械,電器和運(yùn)輸零件,它們都通過(guò)注塑模制成。這是在塑料產(chǎn)品生產(chǎn)中非常廣泛使用的加工方法。
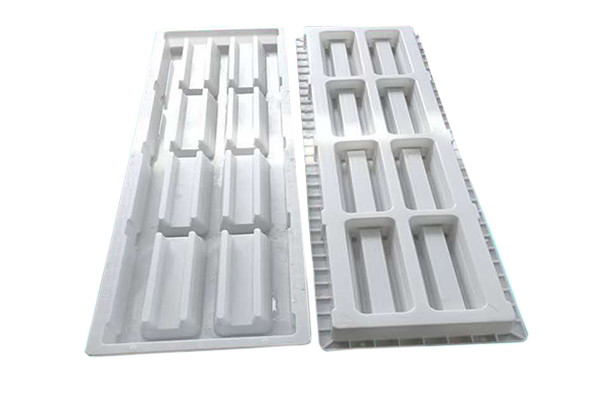
托盤(pán)模具價(jià)格為你介紹,塑料模具是生產(chǎn)塑料產(chǎn)品的工具。它由幾組零件組成,并且在這種組合中有一個(gè)模腔。在注塑過(guò)程中,將模具夾緊在注塑機(jī)上,將熔融塑料注入模腔中,在模腔中冷卻并成型,然后分離上下模具,將產(chǎn)品從模腔中彈出然后通過(guò)頂出系統(tǒng)離開(kāi)模具,然后再次關(guān)閉模具。下次注射時(shí),整個(gè)注射成型過(guò)程將循環(huán)執(zhí)行。普通的塑料模具由兩部分組成:活動(dòng)模具和固定模具。可動(dòng)模具安裝在注射成型機(jī)的可動(dòng)模板上,固定模具安裝在注射成型機(jī)的固定模板上。在注射成型期間,可動(dòng)模具和固定模具關(guān)閉以形成澆注系統(tǒng)和型腔。南昌托盤(pán)模具提醒您,打開(kāi)模具時(shí),將活動(dòng)模具和固定模具分開(kāi)以取出塑料產(chǎn)品。

在模具的注射成型過(guò)程中,外殼產(chǎn)品將產(chǎn)生各種顏色。南昌托盤(pán)模具價(jià)格告訴您怎么做。首先,根據(jù)產(chǎn)品的需要,可以將塑料外殼調(diào)整為各種顏色,并且塑料本身的原材料是灰白色的背景色。專(zhuān)業(yè)托盤(pán)模具舉個(gè)例子,例如,如果外殼產(chǎn)品要產(chǎn)生紅色,則需要找到專(zhuān)門(mén)從事顏色混合的供應(yīng)商。來(lái)搭配顏色。調(diào)色板供應(yīng)商根據(jù)模板或Pantone顏色編號(hào)調(diào)試要在模具注射過(guò)程中使用的色粉編號(hào),然后注塑廠(chǎng)將色粉編號(hào)和塑料原料均勻混合,然后進(jìn)行模具注射可以在注塑機(jī)上進(jìn)行加工。

一.專(zhuān)業(yè)托盤(pán)模具提醒您,機(jī)筒和噴嘴的溫度太低,請(qǐng)升高它們。如果材料易于降解,則應(yīng)提高機(jī)筒和噴嘴的溫度。二.降低螺桿預(yù)塑件的背壓和速度,使材料稍微松弛,并減少由于剪切過(guò)熱而引起的塑件降解。三.模具溫度過(guò)高,難以脫模;模具溫度過(guò)低,塑料過(guò)早冷卻,焊縫熔合不良,容易開(kāi)裂,特別是對(duì)于聚碳酸酯等高熔點(diǎn)塑料而言。四.型腔和型芯需要具有適當(dāng)?shù)陌文=恰.?dāng)型芯難以脫模時(shí),提高型腔溫度并縮短冷卻時(shí)間;當(dāng)腔體難以解決時(shí),降低腔體溫度并延長(zhǎng)冷卻時(shí)間。五.盡可能少使用金屬插件。南昌托盤(pán)模具告訴您,具有高熱和冷比容量的脆性塑料(例如聚苯乙烯)不應(yīng)用于嵌件注塑成型。








 關(guān)于我們
關(guān)于我們 產(chǎn)品中心
產(chǎn)品中心 廠(chǎng)房環(huán)境
廠(chǎng)房環(huán)境  新聞資訊
新聞資訊 