
電 話:189-5861-1112
郵 箱:Yejinchen1205@163.com
網 址:www.126mulu.com
地 址:臺州市黃巖區新前街道七里王村

一.當原材料與其他雜質混合或摻入不合適或過量的溶劑或其他添加劑時。二.福州定制整理箱模具告訴您,一些塑料(例如吸收劑)在潮濕條件下加熱時,會與水蒸氣發生催化裂化反應,從而在零件上產生很大的應變。三.塑料回收的次數過多或回收材料的含量太高,或料筒中的加熱時間太長,都將導致零件變脆。四.塑料本身的質量不好,整理箱模具廠家舉個例子,例如分子量分布大,剛性分子鏈等結構不均勻的成分過多;或被其他塑料雜質,不良的添加劑,灰塵和雜質污染,這也可能導致脆性原因。

福州整理箱模具告訴您注塑件表面顏色和光澤缺陷是因為(1) 模具光潔度差,型腔表面有銹跡等,模具排氣不良。(2) 模具的澆注系統有缺陷,應增大冷料井,增大流道、拋光主流道、分流道和澆口。(3) 料溫與模溫偏低,必要時可用澆口局部加熱辦法。(4) 加工壓力過低、速度過慢、注射時間不足、背壓不足,造成密實性差而使表面暗色。(5) 整理箱模具廠家提醒您,塑料要充分塑化,但要防止料的降解,受熱要穩定,冷卻要充分,特別是厚壁的。(6) 防止冷料進入制件,必要時改用自鎖式彈簧或降低噴嘴溫度。(7) 使用的再生料過多,塑料或著色劑質量差,混有水汽或其它雜質,使用的潤滑劑質量差。(8) 鎖模力要足夠。
在模具制造商方面,定制整理箱模具告訴您,與模具設計相關的因素很多,可能會影響收縮率。 冷卻流道的設計,澆口類型和澆口尺寸可能會產生多種影響。 整理箱模具廠家舉個例子,例如,諸如管狀澆口的小澆口比錐形澆口的冷卻快得多。 澆口處的過早冷卻會減少型腔中的填充時間,從而增加出現收縮痕跡的機會。 對于成型工人,調整加工條件是解決收縮問題的一種方法。 填充壓力和時間會明顯影響收縮率。 零件填充后,多余的材料將繼續填充到型腔中,以補償材料的收縮。 填充階段太短會導致收縮率增加,并會產生更多或更大的收縮痕跡。 該方法本身可能不能將收縮痕減少到令人滿意的水平,但是成型者可以調節填充條件以改良收縮痕。

許多客戶會問一個問題,也就是說,您通常需要嘗試打開一組塑料模具幾次。這與模具的難度有關。通常,需要進行三次嘗試才能打開一組模具以獲取工程圖數據。塑料開模的一般過程是,首先要進行產品審查,其次是模具流動分析,檢查和改變脫模角度。三.設計模具結構。四.訂購原材料,五.加工,六.模具組裝。福州定制整理箱模具提醒您,之后您可以進行試模,然后將樣品發送給客戶進行審查。根據一些客戶程序集審核,修改內容并進行修改。修改完成后,可以進行二次模具試用。如果要試用樣品,還需要與客戶討論,然后確認外觀的工藝要求,然后整理箱模具廠家根據客戶要求的顏色獲取第三個樣品。原型可以提供給客戶,并確認生產簽名。這是一個塑料模具。三個試模的過程結束。

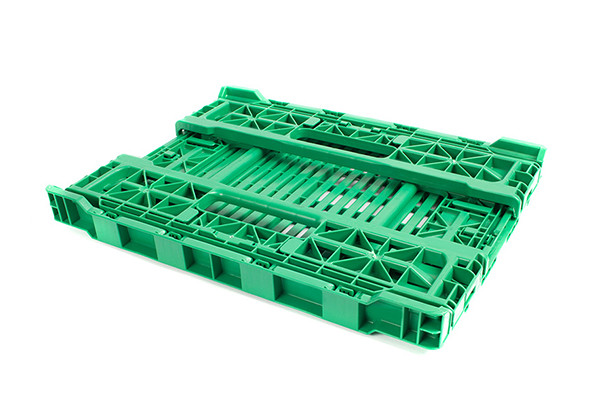
福州定制整理箱模具告訴您,周轉筐也稱為周轉籮,因為周轉筐基本上由塑料制成,因此周轉筐也稱為塑料籃。周轉筐主要用于工業流水線的流通,儲運和堆放,周轉箱,托盤箱被視為行業的三寶。一次性塑料籃。根據性能,周轉筐也可以分為普通周轉筐和防靜電周轉筐!周轉筐的特征:經濟(可回收),環境保護(保護生態環境),衛生設施(耐酸堿,防霉,防潮,防蛀),安全(無釘子,無輻射,無毒,(無味),方便(無需維修,操作簡便)整理箱模具廠家提醒您,隨著新時代世界經濟的發展和農業的發展,營業額籃子將在經濟中發揮越來越重要的作用!
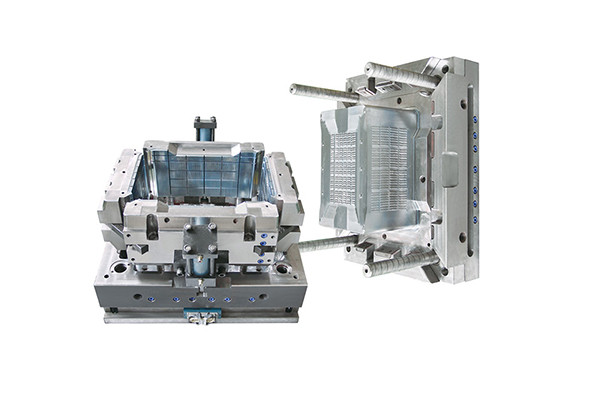
整理箱模具廠家為你介紹,塑料模具是生產塑料產品的工具。它由幾組零件組成,并且在這種組合中有一個模腔。在注塑過程中,將模具夾緊在注塑機上,將熔融塑料注入模腔中,在模腔中冷卻并成型,然后分離上下模具,將產品從模腔中彈出然后通過頂出系統離開模具,然后再次關閉模具。下次注射時,整個注射成型過程將循環執行。普通的塑料模具由兩部分組成:活動模具和固定模具。可動模具安裝在注射成型機的可動模板上,固定模具安裝在注射成型機的固定模板上。在注射成型期間,可動模具和固定模具關閉以形成澆注系統和型腔。福州整理箱模具提醒您,打開模具時,將活動模具和固定模具分開以取出塑料產品。







 關于我們
關于我們 產品中心
產品中心 廠房環境
廠房環境  新聞資訊
新聞資訊 
