
電 話:189-5861-1112
郵 箱:Yejinchen1205@163.com
網 址:www.126mulu.com
地 址:臺州市黃巖區新前街道七里王村

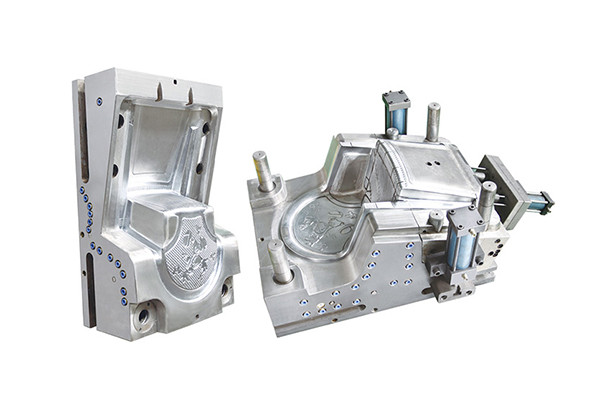
麗水周裝箱模具告訴您注塑件表面顏色和光澤缺陷是因為(1) 模具光潔度差,型腔表面有銹跡等,模具排氣不良。(2) 模具的澆注系統有缺陷,應增大冷料井,增大流道、拋光主流道、分流道和澆口。(3) 料溫與模溫偏低,必要時可用澆口局部加熱辦法。(4) 加工壓力過低、速度過慢、注射時間不足、背壓不足,造成密實性差而使表面暗色。(5) 周裝箱模具廠家提醒您,塑料要充分塑化,但要防止料的降解,受熱要穩定,冷卻要充分,特別是厚壁的。(6) 防止冷料進入制件,必要時改用自鎖式彈簧或降低噴嘴溫度。(7) 使用的再生料過多,塑料或著色劑質量差,混有水汽或其它雜質,使用的潤滑劑質量差。(8) 鎖模力要足夠。
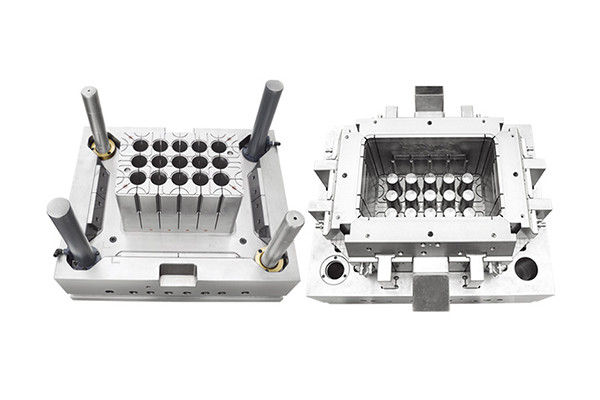
周裝箱模具廠家告訴您,機電驅動器:例如沖壓機,摩擦壓力機,輥鍛機等,麗水周裝箱模具提醒您,由電動機驅動并旋轉以驅動傳動機構,并通過滑塊等連接到模具的運動部件以驅動方向運動的模具。電液驅動:液壓泵或水泵由注塑電機驅動以產生液壓和水壓,并通過液體液壓輸送和控制系統產生一定的額定壓力來驅動與之連接的液壓模具的活動部件,圓柱或活塞驅動活動模具相對于固定模具進行定向和平移運動,然后進一步壓縮材料。氣壓成型;主要用于吸吹成型工藝,即在模具處于固定狀態時,氣泵產生的負壓,直接將塑料片吸并粘在模具表面形成零件,進行吹塑氣泵產生壓力的氣體,將其吹入熱熔塑料部件或熱熔玻璃部件的型腔中,變形并附著在模具型腔的表面上以形成部件。
周裝箱模具廠家告訴你,這一種用于成型和生產連續形狀的塑料產品的模具,也稱為擠出成型頭,廣泛用于管道,棒材,單絲,板,薄膜,電線和電纜涂層以及異型材的加工。相應的生產設備是塑料擠出機。原理是,固體塑料在加熱,擠出機的螺桿旋轉和壓力的條件下熔融和塑化,并且橫截面通過特定形狀的模具與模具的形狀相同。麗水周裝箱模具提醒您,連續塑料制品。它的制造材料主要包括碳素結構鋼,合金工具等。某些擠壓模具還將在需要質量好的零件上鑲嵌質量好的材料,例如金剛石。擠出工藝通常僅適用于熱塑性產品的生產,其結構明顯不同于注塑模具和壓模。

周裝箱模具廠家告訴您,它包括兩種結構模具類型:壓縮成型和注塑成型。它們是主要用于形成熱固性塑料的一種模具,根據塑料的特性,壓縮成型方法將模具加熱到成型溫度(通常為103°-108°),然后將測得的壓縮粉末放入模腔和進料腔中,關閉模具。塑料處于高溫高壓下。它是軟化的粘性流,經過一段時間后固化并成型為所需的產品形狀。注射成型和壓縮成型之間的區別在于,有一個單獨的進料腔。模具在成型前關閉,麗水周裝箱模具舉個例子,例如難熔的熱塑性塑料(例如聚氟乙烯)毛坯(冷成型),具有高光學性能的樹脂鏡片,略帶泡沫的硝化纖維素汽車方向盤等。壓模主要由型腔,進料腔,導向機構,頂出部分,加熱系統等組成。







 關于我們
關于我們 產品中心
產品中心 廠房環境
廠房環境  新聞資訊
新聞資訊 
