
電 話:189-5861-1112
郵 箱:Yejinchen1205@163.com
網 址:www.126mulu.com
地 址:臺州市黃巖區新前街道七里王村
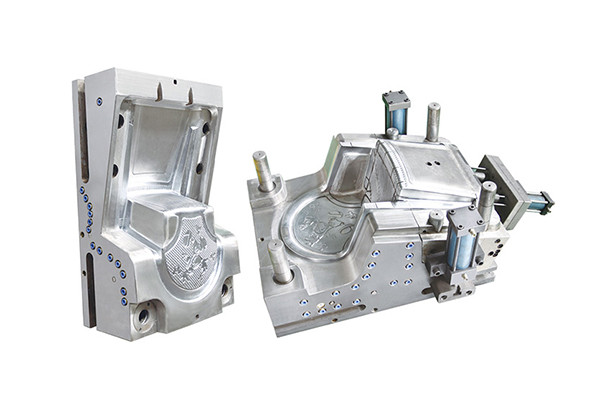
專業汽車模具廠家相信注塑模具設計和制造工廠每天都會遇到各種問題。1.確認橡膠材料的溫度是否太高。每種塑料都有固定的熔點。如果溫度超過熔點,塑料將燃燒。因此,請確保溫度正常。2.如果注射溫度設置在合理范圍內,請確認塑料是否將包含低分子量雜質。但是內部的低分子量雜質不能承受高溫,因此低分子量物質會燃燒并出現在表面上。所以看起來很閃亮。3.確認模具的圖案是否磨損,天臺汽車模具告訴您,如果磨損請重新打印圖案,并確認模具的排氣口是否光滑。如果您找到問題的關鍵,則可以解決問題。

天臺汽車模具告訴您注塑件表面顏色和光澤缺陷是因為(1) 模具光潔度差,型腔表面有銹跡等,模具排氣不良。(2) 模具的澆注系統有缺陷,應增大冷料井,增大流道、拋光主流道、分流道和澆口。(3) 料溫與模溫偏低,必要時可用澆口局部加熱辦法。(4) 加工壓力過低、速度過慢、注射時間不足、背壓不足,造成密實性差而使表面暗色。(5) 汽車模具廠家提醒您,塑料要充分塑化,但要防止料的降解,受熱要穩定,冷卻要充分,特別是厚壁的。(6) 防止冷料進入制件,必要時改用自鎖式彈簧或降低噴嘴溫度。(7) 使用的再生料過多,塑料或著色劑質量差,混有水汽或其它雜質,使用的潤滑劑質量差。(8) 鎖模力要足夠。

一.專業汽車模具提醒您,機筒和噴嘴的溫度太低,請升高它們。如果材料易于降解,則應提高機筒和噴嘴的溫度。二.降低螺桿預塑件的背壓和速度,使材料稍微松弛,并減少由于剪切過熱而引起的塑件降解。三.模具溫度過高,難以脫模;模具溫度過低,塑料過早冷卻,焊縫熔合不良,容易開裂,特別是對于聚碳酸酯等高熔點塑料而言。四.型腔和型芯需要具有適當的拔模角。當型芯難以脫模時,提高型腔溫度并縮短冷卻時間;當腔體難以解決時,降低腔體溫度并延長冷卻時間。五.盡可能少使用金屬插件。天臺汽車模具告訴您,具有高熱和冷比容量的脆性塑料(例如聚苯乙烯)不應用于嵌件注塑成型。

天臺專業汽車模具告訴您,1.模具截面大,鋼的淬透性差2.模具鋼原始結構中的碳化物偏析嚴重或組織粗糙,并且鋼中存在石墨碳和碳化物的偏析和聚集。3.模具鍛造工藝不正確,鍛造后不能很好地進行球化退火,這使模具鋼的球化結構差。4.汽車模具廠家提醒您,尚未清除模具表面的退火或淬火加熱過程中產生的脫碳層。5.模具的淬火溫度過高或淬火溫度過低,使模具鋼的相變不完全。6.模具淬火并加熱后,冷卻速度太慢,分級和等溫溫度太高或時間太長,并且未正確選擇淬火冷卻介質。7.堿性浴中的水太少,或淬火冷卻介質中的雜質過多,或淬火冷卻介質老化。8.模具淬火冷卻后,淬火冷卻介質溫度過高,冷卻不充分。9.回火不足,回火溫度太高。

模具注塑加工,產生批鋒是很常見的問題,模具注塑加工時為什么會出現批鋒現象的問題?天臺汽車模具廠家告訴您,一、注塑機的鎖模力不夠,當鎖模力達到某一值后,注塑模具加工時,分型面上的披鋒消失。二、在低溫、低速、低壓的情況下,產品不滿膠時,模具注塑加工披鋒已經產生。可能產生的主要原因是:注塑模具制造精度不夠,配合間隙過大。三、注塑壓力過大,會增強熔體突入模具配合間隙的能力,導致模具注塑加工披鋒產生。四、專業汽車模具提醒您,注塑速度過快,(導致填充過飽和)。過快的速度,過大的注塑壓力。
塑料制品的檢驗階段不容忽視。塑料制品加工后,將進入產品檢驗階段。專業汽車模具告訴您這是一個不能忽略的鏈接。如果處理不當,合格的塑料產品可能會被錯誤地檢測為不合格產品。使用合格的塑料產品作為合格的產品會影響生產的穩定運行。塑料制品的加工和測試階段是一個有機的整體,塑料制品的準確性也貫穿于這三個階段。因此天臺汽車模具廠家提醒您,需要嚴格遵守每個階段的規格。只有這樣,我們才能提高塑料產品的精度,減少錯誤并確保產品質量。







 關于我們
關于我們 產品中心
產品中心 廠房環境
廠房環境  新聞資訊
新聞資訊 
