
電 話:189-5861-1112
郵 箱:Yejinchen1205@163.com
網(wǎng) 址:www.126mulu.com
地 址:臺(tái)州市黃巖區(qū)新前街道七里王村

1.注射成型是一種制造塑料產(chǎn)品的方法。熔融的塑料通過壓力注入到塑料模具中,通過冷卻和成型獲得各種塑料零件。使用專業(yè)的注塑機(jī),汽車模具廠家舉個(gè)例子,例如注塑機(jī)。2.注塑模具制造困難,對注塑模具的設(shè)計(jì)要求很高。主要目的是設(shè)計(jì)流道。如果設(shè)計(jì)工作做得不好并且沒有進(jìn)行到位,那么如果后續(xù)試驗(yàn)和打樣不成功,則應(yīng)該對模具進(jìn)行修改。3.模具制造臺(tái)數(shù)取決于樣品。有時(shí),它看起來像是具有非常簡單結(jié)構(gòu)的塑料零件。相反專業(yè)汽車模具提醒您,它需要兩組注塑模具或什至三組注塑模具進(jìn)行加工。據(jù)計(jì)算,注塑模具的價(jià)格甚至高達(dá)數(shù)萬元。4.注塑模具的制造工藝很多,購買標(biāo)準(zhǔn)零件的成本很高。5.注塑模具制造需要更長的時(shí)間

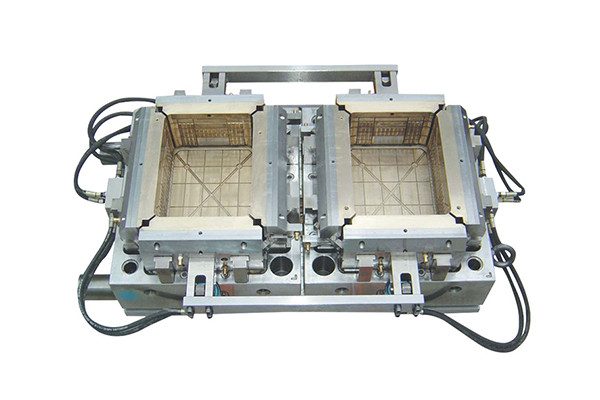
汽車模具廠家提醒您,塑料托盤是塑料制品生產(chǎn),在高溫、暴曬的情況下會(huì)改變物理性質(zhì),造成氧化,縮短其使用壽命。所以客戶在使用過后應(yīng)該放置在避免陽光直曬的場所,正常露天條件下一般不會(huì)造成損傷。有的企業(yè)采購之后長期閑置不用,也不懂得保護(hù),每天放置在室外,長期風(fēng)吹、日曬、雨淋,導(dǎo)致塑料托盤在使用中易折斷、變脆,這些都是長期暴曬導(dǎo)致塑料托盤內(nèi)部分子結(jié)構(gòu)發(fā)生改變所致。西安汽車模具建議您, 掌握需要的相關(guān)養(yǎng)護(hù)常識(shí),延長塑料托盤使用年限的同時(shí),也為企業(yè)節(jié)約了大量資金成本。
汽車模具廠家告訴您,塑料模具制造商加工運(yùn)動(dòng)的驅(qū)動(dòng)力(沖模力,合模力,落料重量,擠壓力等)由成型機(jī)和設(shè)備的動(dòng)力通過傳動(dòng)機(jī)構(gòu)提供。另外,塑料模具制造商的加工驅(qū)動(dòng),例如鋁合金型材,塑料型材,片材或薄膜,通常使用擠出成型。模具固定在機(jī)頭上,材料以擠壓形式通過模具,并且通過模具的相對運(yùn)動(dòng)制成各種零件。西安專業(yè)汽車模具舉個(gè)例子,例如,塑料型材依賴于連續(xù)擠壓機(jī)的螺桿的螺桿運(yùn)動(dòng),以將塑料擠壓到模具中并穿過模具表面,然后冷卻并成型成型產(chǎn)品。擠壓型材通過牽引機(jī)構(gòu)向前拉,以進(jìn)行連續(xù)成型加工。
氣體輔助注射成形是一種塑料成形的新工藝,汽車模具廠家告訴您,它具有注射壓力低、制品翹曲變形少、表面好以及易于成形壁厚差異較大的制品等優(yōu)點(diǎn),可在保證產(chǎn)品質(zhì)量的前提下,大幅度降低成本。國外,已經(jīng)較成熟。國內(nèi)現(xiàn)代在汽車和家電行業(yè)中使用越來越廣泛。氣體輔助注射成形包括塑料熔體注射和氣體(一般均采用氮?dú)猓┳⑸涑尚蝺擅娌糠荩葌鹘y(tǒng)的普通注射工藝有更多的工藝參數(shù)需要確定和控制,而且氣體輔助注射常用于較復(fù)雜的大型制品,模具生產(chǎn)難度非常大,而且不容易控制。所以據(jù)西安汽車模具了解,開發(fā)氣體輔助成型流動(dòng)分析程序,對模具的生產(chǎn)有著重要的意義。

汽車模具廠家為你介紹,塑料模具是生產(chǎn)塑料產(chǎn)品的工具。它由幾組零件組成,并且在這種組合中有一個(gè)模腔。在注塑過程中,將模具夾緊在注塑機(jī)上,將熔融塑料注入模腔中,在模腔中冷卻并成型,然后分離上下模具,將產(chǎn)品從模腔中彈出然后通過頂出系統(tǒng)離開模具,然后再次關(guān)閉模具。下次注射時(shí),整個(gè)注射成型過程將循環(huán)執(zhí)行。普通的塑料模具由兩部分組成:活動(dòng)模具和固定模具。可動(dòng)模具安裝在注射成型機(jī)的可動(dòng)模板上,固定模具安裝在注射成型機(jī)的固定模板上。在注射成型期間,可動(dòng)模具和固定模具關(guān)閉以形成澆注系統(tǒng)和型腔。西安汽車模具提醒您,打開模具時(shí),將活動(dòng)模具和固定模具分開以取出塑料產(chǎn)品。
在模具制造商方面,專業(yè)汽車模具告訴您,與模具設(shè)計(jì)相關(guān)的因素很多,可能會(huì)影響收縮率。 冷卻流道的設(shè)計(jì),澆口類型和澆口尺寸可能會(huì)產(chǎn)生多種影響。 汽車模具廠家舉個(gè)例子,例如,諸如管狀澆口的小澆口比錐形澆口的冷卻快得多。 澆口處的過早冷卻會(huì)減少型腔中的填充時(shí)間,從而增加出現(xiàn)收縮痕跡的機(jī)會(huì)。 對于成型工人,調(diào)整加工條件是解決收縮問題的一種方法。 填充壓力和時(shí)間會(huì)明顯影響收縮率。 零件填充后,多余的材料將繼續(xù)填充到型腔中,以補(bǔ)償材料的收縮。 填充階段太短會(huì)導(dǎo)致收縮率增加,并會(huì)產(chǎn)生更多或更大的收縮痕跡。 該方法本身可能不能將收縮痕減少到令人滿意的水平,但是成型者可以調(diào)節(jié)填充條件以改良收縮痕。








 關(guān)于我們
關(guān)于我們 產(chǎn)品中心
產(chǎn)品中心 廠房環(huán)境
廠房環(huán)境  新聞資訊
新聞資訊 