
電 話:189-5861-1112
郵 箱:Yejinchen1205@163.com
網 址:www.126mulu.com
地 址:臺州市黃巖區新前街道七里王村

卡板箱模具廠家告訴您,塑料模具制造商加工運動的驅動力(沖模力,合模力,落料重量,擠壓力等)由成型機和設備的動力通過傳動機構提供。另外,塑料模具制造商的加工驅動,例如鋁合金型材,塑料型材,片材或薄膜,通常使用擠出成型。模具固定在機頭上,材料以擠壓形式通過模具,并且通過模具的相對運動制成各種零件。天津專業卡板箱模具舉個例子,例如,塑料型材依賴于連續擠壓機的螺桿的螺桿運動,以將塑料擠壓到模具中并穿過模具表面,然后冷卻并成型成型產品。擠壓型材通過牽引機構向前拉,以進行連續成型加工。

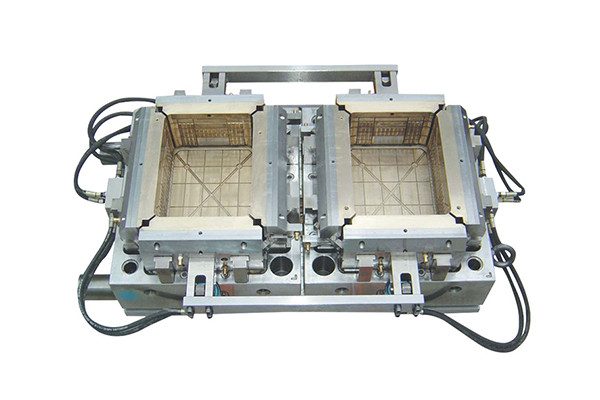
專業卡板箱模具提醒您,它主要是一種模制模具,廣泛用于生產熱塑性部件。注塑模具的相應加工設備是注塑機。塑料在注射機底部的加熱缸中加熱并熔化,然后在注射機的加熱缸中熔化。在螺桿或柱塞的驅動下,它通過注射機的噴嘴和模具的澆注系統進入模具腔。將塑料冷卻并硬化形成,然后將產品脫模。該結構通常由成型零件,澆注系統,導向零件,頂出機構,溫度控制系統,排氣系統,支撐零件和其他零件組成。制造材料通常使用塑料模具鋼模塊,常用的材料主要是碳素結構鋼,碳素工具鋼,合金工具鋼,高速鋼等。卡板箱模具廠家告訴您,從日用品到各種復雜的機械,電器和運輸零件,它們都通過注塑模制成。這是在塑料產品生產中非常廣泛使用的加工方法。
在模具制造商方面,專業卡板箱模具告訴您,與模具設計相關的因素很多,可能會影響收縮率。 冷卻流道的設計,澆口類型和澆口尺寸可能會產生多種影響。 卡板箱模具廠家舉個例子,例如,諸如管狀澆口的小澆口比錐形澆口的冷卻快得多。 澆口處的過早冷卻會減少型腔中的填充時間,從而增加出現收縮痕跡的機會。 對于成型工人,調整加工條件是解決收縮問題的一種方法。 填充壓力和時間會明顯影響收縮率。 零件填充后,多余的材料將繼續填充到型腔中,以補償材料的收縮。 填充階段太短會導致收縮率增加,并會產生更多或更大的收縮痕跡。 該方法本身可能不能將收縮痕減少到令人滿意的水平,但是成型者可以調節填充條件以改良收縮痕。

模具注塑加工,產生批鋒是很常見的問題,模具注塑加工時為什么會出現批鋒現象的問題?天津卡板箱模具廠家告訴您,一、注塑機的鎖模力不夠,當鎖模力達到某一值后,注塑模具加工時,分型面上的披鋒消失。二、在低溫、低速、低壓的情況下,產品不滿膠時,模具注塑加工披鋒已經產生。可能產生的主要原因是:注塑模具制造精度不夠,配合間隙過大。三、注塑壓力過大,會增強熔體突入模具配合間隙的能力,導致模具注塑加工披鋒產生。四、專業卡板箱模具提醒您,注塑速度過快,(導致填充過飽和)。過快的速度,過大的注塑壓力。







 關于我們
關于我們 產品中心
產品中心 廠房環境
廠房環境  新聞資訊
新聞資訊 
