
電 話:189-5861-1112
郵 箱:Yejinchen1205@163.com
網(wǎng) 址:www.126mulu.com
地 址:臺州市黃巖區(qū)新前街道七里王村

定做周裝筐模具告訴您,1.正確選擇模具鋼。2.加強原材料檢驗,確保原材料符合標準。3.嚴格執(zhí)行鍛造工藝和球化退火工藝。4.進行熱處理之前,應徹底清除模具表面的銹斑和氧化皮,并應注意加熱時的保護。5.正確制定模具淬火和加熱工藝參數(shù)。6.正確選擇淬火冷卻介質(zhì)和冷卻方式,嚴格控制分類和等溫溫度和時間。7.堿浴的水分含量應嚴格控制。8.周裝筐模具廠家提醒您,對于大型模具,適當延長浸入淬火冷卻介質(zhì)中的時間,以防止模具在過高的溫度下離開淬火冷卻介質(zhì)。9.淬火后,應及時對模具進行充分回火,并防止回火溫度過高。10.對于硬度要求較高的模具,可采用低溫處理。11.進行表面強化處理。
一.實體層面模具加工方法。周裝筐模具廠家告訴您,在現(xiàn)代模具加工過程中通常運用的方式是電火花。電火花加工作用在儀器工具和產(chǎn)品中間通過持續(xù)的形成脈沖式的放電現(xiàn)象,在局部形成瞬間的高溫度將蝕除去。它的作用原理主要是形成電火花,形成局部高溫發(fā)生電蝕反應進行對金屬的切割,制造產(chǎn)品合適的大小與規(guī)模。二.軟件層面的模具加工方法。整體使用CAD/CAM/CAE計算機程序?qū)崿F(xiàn)模型設計。定做周裝筐模具提醒您,逆向工程方式是先對要加生產(chǎn)的物品進行數(shù)據(jù)掃描,轉(zhuǎn)換成多種樣式的CAD數(shù)據(jù),再放入CAD/CAE/CAM等其它分析工具中完成產(chǎn)品的改造設計,該種方式是目前模具制造中常見現(xiàn)代工具的應用。
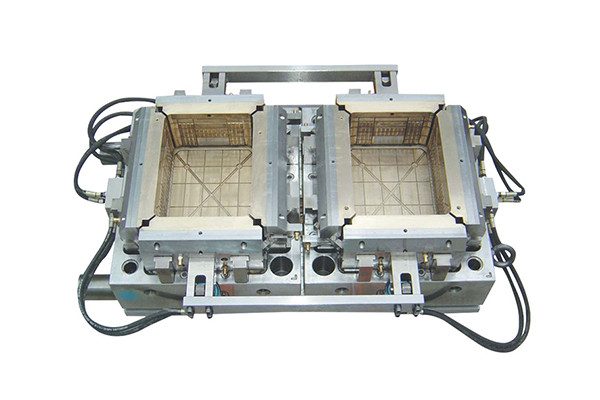
周裝筐模具廠家為你介紹,塑料模具是生產(chǎn)塑料產(chǎn)品的工具。它由幾組零件組成,并且在這種組合中有一個模腔。在注塑過程中,將模具夾緊在注塑機上,將熔融塑料注入模腔中,在模腔中冷卻并成型,然后分離上下模具,將產(chǎn)品從模腔中彈出然后通過頂出系統(tǒng)離開模具,然后再次關閉模具。下次注射時,整個注射成型過程將循環(huán)執(zhí)行。普通的塑料模具由兩部分組成:活動模具和固定模具。可動模具安裝在注射成型機的可動模板上,固定模具安裝在注射成型機的固定模板上。在注射成型期間,可動模具和固定模具關閉以形成澆注系統(tǒng)和型腔。黑龍江周裝筐模具提醒您,打開模具時,將活動模具和固定模具分開以取出塑料產(chǎn)品。

氣體輔助注射成形是一種塑料成形的新工藝,周裝筐模具廠家告訴您,它具有注射壓力低、制品翹曲變形少、表面好以及易于成形壁厚差異較大的制品等優(yōu)點,可在保證產(chǎn)品質(zhì)量的前提下,大幅度降低成本。國外,已經(jīng)較成熟。國內(nèi)現(xiàn)代在汽車和家電行業(yè)中使用越來越廣泛。氣體輔助注射成形包括塑料熔體注射和氣體(一般均采用氮氣)注射成形兩面部份,比傳統(tǒng)的普通注射工藝有更多的工藝參數(shù)需要確定和控制,而且氣體輔助注射常用于較復雜的大型制品,模具生產(chǎn)難度非常大,而且不容易控制。所以據(jù)黑龍江周裝筐模具了解,開發(fā)氣體輔助成型流動分析程序,對模具的生產(chǎn)有著重要的意義。

周裝筐模具廠家告訴您,塑料模具制造商加工運動的驅(qū)動力(沖模力,合模力,落料重量,擠壓力等)由成型機和設備的動力通過傳動機構提供。另外,塑料模具制造商的加工驅(qū)動,例如鋁合金型材,塑料型材,片材或薄膜,通常使用擠出成型。模具固定在機頭上,材料以擠壓形式通過模具,并且通過模具的相對運動制成各種零件。黑龍江定做周裝筐模具舉個例子,例如,塑料型材依賴于連續(xù)擠壓機的螺桿的螺桿運動,以將塑料擠壓到模具中并穿過模具表面,然后冷卻并成型成型產(chǎn)品。擠壓型材通過牽引機構向前拉,以進行連續(xù)成型加工。

一.定做周裝筐模具提醒您,機筒和噴嘴的溫度太低,請升高它們。如果材料易于降解,則應提高機筒和噴嘴的溫度。二.降低螺桿預塑件的背壓和速度,使材料稍微松弛,并減少由于剪切過熱而引起的塑件降解。三.模具溫度過高,難以脫模;模具溫度過低,塑料過早冷卻,焊縫熔合不良,容易開裂,特別是對于聚碳酸酯等高熔點塑料而言。四.型腔和型芯需要具有適當?shù)陌文=恰.斝托倦y以脫模時,提高型腔溫度并縮短冷卻時間;當腔體難以解決時,降低腔體溫度并延長冷卻時間。五.盡可能少使用金屬插件。黑龍江周裝筐模具告訴您,具有高熱和冷比容量的脆性塑料(例如聚苯乙烯)不應用于嵌件注塑成型。








 關于我們
關于我們 產(chǎn)品中心
產(chǎn)品中心 廠房環(huán)境
廠房環(huán)境  新聞資訊
新聞資訊 