
電 話:189-5861-1112
郵 箱:Yejinchen1205@163.com
網 址:www.126mulu.com
地 址:臺州市黃巖區新前街道七里王村

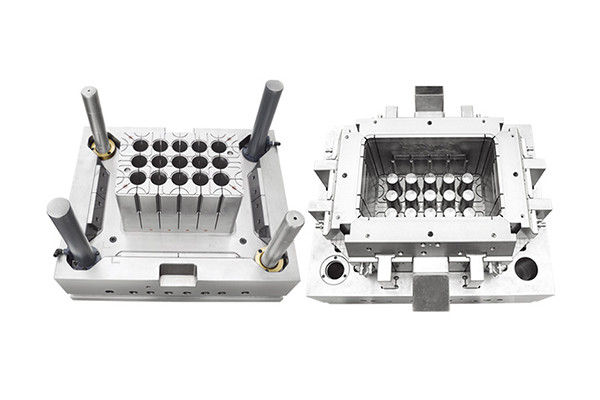
物流箱模具廠家告訴你,這一種用于成型和生產連續形狀的塑料產品的模具,也稱為擠出成型頭,廣泛用于管道,棒材,單絲,板,薄膜,電線和電纜涂層以及異型材的加工。相應的生產設備是塑料擠出機。原理是,固體塑料在加熱,擠出機的螺桿旋轉和壓力的條件下熔融和塑化,并且橫截面通過特定形狀的模具與模具的形狀相同。仙居物流箱模具提醒您,連續塑料制品。它的制造材料主要包括碳素結構鋼,合金工具等。某些擠壓模具還將在需要質量好的零件上鑲嵌質量好的材料,例如金剛石。擠出工藝通常僅適用于熱塑性產品的生產,其結構明顯不同于注塑模具和壓模。
仙居物流箱模具告訴您,注塑模具設計一般用到的軟件有Moldplanner,而且有顧問功能的設計軟件。它能夠自動分模,提供對定增布局設計,對冷卻布局設計的顧問功能。比較適用于模具經驗不足的設計師。他解決了因為經驗不足,導致注塑模具設計不合理的問題。專業物流箱模具提醒您,另一款軟件就是Pro/ENGINEER,又被稱之為連續沖模設計專家,這款注塑模具設計軟件,能夠自動磁芯,連續沖模的設計和細化工作,加快投入生產的速度,包含大量的模具組件和緊固件庫,從而加快注塑模具設計的速度.提高了設計的靈活性。
1.塑料的熱膨脹和收縮。物流箱模具廠家提醒您,在模制塑料模具時,需要熔化塑料原料。2.化學結構的變化。例如,在熱固性塑料的成型過程中,樹脂分子從線性結構變為體形結構,并且該體形結構的體積質量大于該線性結構的體積質量,并且其總體積變為較小,導致收縮。3.殘余應力的變化。4.澆口截面尺寸。仙居物流箱模具告訴您,不同的模具具有不同的橫截面尺寸。5.塑料品種。當形成晶體結構時,塑料的熱膨脹系數和熔體凝結的影響。6.塑料模具的壁厚。厚度均勻的薄壁塑料模具在型腔中快速冷卻,脫模后的收縮率趨于減小。

物流箱模具廠家告訴您,模具與零件不同,在加工時的難度較大,形狀較多,它的特點就是型腔自由曲面的加工。而型腔自由曲面的加工常見的使用方式就是銑削加工,這種當時非常適合運用與偏大類的模具生產,傳統的加工都非常依靠工作者的操作技巧和熟料度,模具鉗工打磨及拋光的難度很大,這樣通常會增加模具的生產時間,又不能對生產質量做出保障。據專業物流箱模具了解,目前因為數控機床的運用,模具生產中自由曲面和型腔的加工都在數控機床中完成,使型腔的規模大小非常接近產品形狀,大大縮短了工人銑削的時間,還降低了樣品和靠模的生產難度,增加了產品的質量,提高了生產效率。

在模具制造商方面,專業物流箱模具告訴您,與模具設計相關的因素很多,可能會影響收縮率。 冷卻流道的設計,澆口類型和澆口尺寸可能會產生多種影響。 物流箱模具廠家舉個例子,例如,諸如管狀澆口的小澆口比錐形澆口的冷卻快得多。 澆口處的過早冷卻會減少型腔中的填充時間,從而增加出現收縮痕跡的機會。 對于成型工人,調整加工條件是解決收縮問題的一種方法。 填充壓力和時間會明顯影響收縮率。 零件填充后,多余的材料將繼續填充到型腔中,以補償材料的收縮。 填充階段太短會導致收縮率增加,并會產生更多或更大的收縮痕跡。 該方法本身可能不能將收縮痕減少到令人滿意的水平,但是成型者可以調節填充條件以改良收縮痕。

一.實體層面模具加工方法。物流箱模具廠家告訴您,在現代模具加工過程中通常運用的方式是電火花。電火花加工作用在儀器工具和產品中間通過持續的形成脈沖式的放電現象,在局部形成瞬間的高溫度將蝕除去。它的作用原理主要是形成電火花,形成局部高溫發生電蝕反應進行對金屬的切割,制造產品合適的大小與規模。二.軟件層面的模具加工方法。整體使用CAD/CAM/CAE計算機程序實現模型設計。專業物流箱模具提醒您,逆向工程方式是先對要加生產的物品進行數據掃描,轉換成多種樣式的CAD數據,再放入CAD/CAE/CAM等其它分析工具中完成產品的改造設計,該種方式是目前模具制造中常見現代工具的應用。







 關于我們
關于我們 產品中心
產品中心 廠房環境
廠房環境  新聞資訊
新聞資訊 
